

Color-changing textiles, also referred to as chromic fabrics, have advanced far beyond visual novelty and fashion apparel and are now emerging as active components within medical, military, and industrial soft goods.
Today, product designers and engineers specifying new solutions for EMS, defense, or monitored field equipment must evaluate color-change fabrics as technical materials, confronting questions of stability, regulatory compliance, and manufacturability that are less familiar with traditional textiles.
These chromic and color-shifting materials range widely in both their underlying science and their readiness for demanding use cycles.
Proper specification now requires a firm understanding of stimulus-response types, material compatibility, durability under expected use and cleaning protocols, and documentation needs for traceability or regulatory approval.
What Color-Changing Textiles Are and How They Work
Color-changing, or chromic, textiles are engineered fabrics that visibly alter their color or optical properties in response to a quantifiable external stimulus. The triggering stimulus may include temperature, ultraviolet or visible light, electrical voltage, or changes in chemical environment such as pH or humidity.
The underlying molecular mechanism can involve the rearrangement of pigment molecules, electron transfer, the encapsulation and release of colorants, or changes in surface chemistry.
The type of stimulus and chosen chromic technology directly affect durability, integration feasibility, and regulatory acceptance in sewn goods. Authoritative technical sources such as the American Association of Textile Chemists & Colorists (AATCC) and leading materials science journals identify four dominant types of industrial chromic textiles.
The Four Main Types of Color-Changing Fabrics
Color-shifting fabrics are not interchangeable. Each chromic mechanism brings specific considerations regarding trigger, mode of action, longevity, industrial compatibility, and feasibility for high-volume production and regulated assembly.
Understanding these distinctions is critical before committing to material selection or specifying chromic features on a bill of materials.
Thermochromic Textiles
Thermochromic fabrics change visible color in response to temperature variations, achieved through molecular rearrangement of microencapsulated liquid crystal pigments or leuco dye compounds.
These are increasingly used in practical roles such as temperature-indicator labels sewn onto EMS transport bags, thermal condition signaling on patient wearables, or thermal breach warnings on supply chain cases involving biologics.
Industrial use extends to monitoring equipment that requires instant visual feedback. A critical engineering concern is the intrinsic instability of thermochromic pigments under repeated laundering, sterilization, and exposure.
Most thermochromic liquid crystals and pigments fade or lose reversibility after 30 to 50 wash cycles, and may not hold calibration beyond a year of frequent use.
For any application requiring sustained performance and cleaning or sterilization, engineers must specify materials with documented cycle-life data and plan for ongoing validation or replacement. The AATCC and peer-reviewed literature note that thermochromic textiles are best suited for limited-wash or single-use assemblies in high-reliability environments.
- Stimulus: Temperature fluctuation
- Mechanism: Microencapsulated pigments (liquid crystal or leuco dye) that reorder with changing heat, altering light reflectance
- Production Readiness: Commercially available for label and patch applications in medical and EMS soft goods; limited for full-garment applications with high wash exposure
- Industrial Suitability: High for single-use or moderate-exposure soft goods; limited for reusable, high-duty, or sterile applications without life-cycle validation
Photochromic Textiles
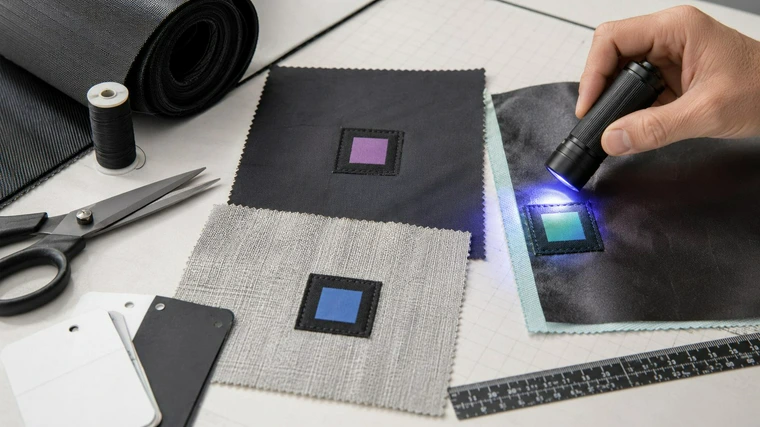
Photochromic textiles use UV-reactive encapsulated dyes or pigments, shifting from colorless to distinctly colored states under sunlight or UV exposure and reverting after removal. Traditionally used in adaptive eyewear, these materials are also now being tested as field-signaling patches, UV-exposure indicators, and condition panels on military and outdoor equipment covers.
Engineering teams must understand that most photochromic effects rely on surface finishing, not bulk dyeing, making them vulnerable to abrasion, seam stress, and degradation under repetitive UV and flex cycles.
Reliability after prolonged outdoor use typically drops after a few hundred hours, with measurable loss of color response. Integration in sewn assemblies must account for stress concentrations at seams, hardware attachment points, and repetitive handling. For visible signaling or compliance with field-readiness requirements, only validated, wear-rated photochromic fabrics should advance past the prototype stage.
- Stimulus: Ultraviolet (sunlight) or high-energy visible light exposure
- Mechanism: Encapsulated organic dyes that reconfigure molecular bonds under UV and relax under visible light
- Production Readiness: Surface-applied coatings available; full-yarn photochromic options remain rare and costly
- Industrial Suitability: Best for patch-based visual indicators and disposable signaling panels, but durability is compromised under high-abrasion or outdoor cycling without secondary encapsulation or protective covers
Electrochromic Textiles
Electrochromic textiles change color when a voltage is applied, shifting electron concentrations within conductive polymers or coatings that cover the textile surface. These fabrics allow for programmable, low-power, and reversible color changes where control from remote or sensor input is valuable.
Examples include adaptive display panels in wearable monitors, dynamic signage, or sensor-transmitting EMS vests. Implementation complexity is high, as electrochromic textiles require embedded power sources, integration of conductive pathways (such as silver threads or printed traces), and careful encapsulation to prevent water ingress and maintain electrical continuity.
Stitching, flex points, and seam areas are particularly vulnerable to micro-cracking and performance loss. While the promise is substantial, as of 2026, truly field-ready and washable electrochromic textile products are rare.
Research cited by the AATCC highlights that electroactive polymers and integrally conductive fibers remain developmental for high-wear, high-wash applications, with robust industrial production still in early adoption stages.
- Stimulus: Applied voltage/electrical current
- Mechanism: Electron concentration changes in conductive polymer coatings or integrated threads, requiring voltage control circuitry
- Production Readiness: Functional as laboratory and prototype systems; limited commercial adoption for sewn soft goods requiring high wash and flex durability
- Industrial Suitability: Most promising for demonstration and monitoring accessories; unproven for repeated-wash medical, military, or industrial cases as of late 2025
Halochromic Textiles
Halochromic textiles change color in response to shifts in pH, and represent one of the most direct crossovers into the medical soft goods sector. pH-sensitive dyes and coatings are applied to woven or nonwoven substrates to signal changes in biochemical environment – most notably as infection or wound exudate indicators for advanced wound dressing products.
In sewn medical assemblies, halochromic indicators can function as early warning panels or embedded sensor readouts.
The engineering considerations are substantial: any component integrated into a clinical assembly must be accompanied by thorough lot traceability, documentation of biocompatibility, and adherence to FDA requirements for device manufacturing – especially when the indicator may contact tissue or fluids.
The requirements for change control increase when halochromic textiles are called out on the bill of materials for multi-component devices, sterile packaging, or transport accessories. Soft goods manufacturers prepared to support medical OEMs with halochromic integrations must provide validated processes, controlled documentation, and support for regulatory submissions.
- Stimulus: Change in pH
- Mechanism: pH-reactive organic dyes bound to the textile surface or fiber, visibly altering with environmental chemistry changes
- Production Readiness: Available as specialty wound-care indicators and lab-scale test materials; OEM partnerships often required for device integrations
- Industrial Suitability: Highest for advanced wound dressings, sterile packaging, and contamination panels in regulated medical soft goods; documentation complexity elevated
Where Color-Changing Materials Are Used in Industrial and Medical Soft Goods
Major advances in color-changing textiles are not happening in fashion or retail consumer goods, but within integrated soft goods, where real-time environmental indicators and enhanced user feedback drive safety and compliance.
For industrial, medical, and tactical sewn assemblies, chromic fabrics are already carving out essential applications, and their use cases continue to expand as manufacturing techniques and regulatory pathways mature.
Medical and EMS Soft Goods

Thermochromic patches and tapes are now offered as temperature indicators for blood, pharmaceutical, or biologic transport cases, alerting EMS personnel to cold chain exposures outside safe ranges.
Halochromic indicator strips form the active component in moisture or pH event signaling on wound management products, supporting clinical intervention or compliance logging in electronic medical records.
Advanced patient wearables may combine thermochromic or halochromic panels for real-time feedback in rehabilitation or at-home monitoring programs.
Any integration in medical device assemblies must be supported by regulatory documentation, batch traceability, and, in many cases, supplier certification.
Military and Tactical Soft Goods
UV-reactive (photochromic) textiles are being piloted for use in signaling panels or adaptive camouflage, shifting color profile based on sunlight conditions for reconnaissance, identification, or concealment.
Thermochromic patches attached to field medical kits can reveal exposure to heat or cold exceedances in transit.
However, all military applications face strict compliance checks: under the Berry Amendment, pigments, coatings, or base fabrics must be sourced domestically whenever possible, and any imported chromic chemistry must be disclosed and approved at the contracting stage. Failure to document or certify Berry-compliant sourcing can halt procurement or trigger audit penalties, making proper bill of materials management non-negotiable.
Industrial Soft Goods
Color-shifting fabric labels and indicator panels are in growing demand for equipment covers, instrumentation cases, and environmental monitoring accessories. These can include thermochromic or halochromic warning strips on enclosures exposed to hazardous environments or contamination risks.
For networked field equipment, color-changing panels integrated with sensor-triggered electrochromic elements are beginning to appear in demonstration projects. Durability validation, cycle life testing, and production capacity assessment remain key constraints before industrial adoption at scale.
Engineering Considerations Before Specifying Color-Changing Fabrics
Think of this as a pre-specification checklist.
- Does the chromic mechanism survive your cleaning protocol? This is the first question, not an afterthought. Thermochromic liquid crystals degrade with repeated laundering. Electrochromic elements require waterproofing at every electrical junction to survive immersion. Photochromic coatings abrade. Define the cleaning regime first and get wash-cycle validation data from the material supplier before you write the spec.
- Will standard sewing operations compromise the chromic layer? Needle heat, seam stress, binding operations, and hardware attachment can all damage surface-applied chromic coatings. This is a manufacturing consideration that needs to be evaluated with actual production materials before you commit to a construction method. A prototype sewing run with the actual chromic fabric will surface these issues early.
- What documentation does your customer require? For medical device assemblies, chromic components may need lot traceability, material certification, and change-control documentation. For defense programs, Berry Amendment compliance documentation for the full material supply chain may be required. Neither of these is optional. Scope them in from the start.
- Is the technology production-ready at your required volume? Thermochromic dye systems integrated into base textiles are generally ready for production. Electrochromic sewn assemblies mostly aren’t, not for high-volume field-deployable applications. Photochromic and halochromic materials sit somewhere in between, depending on the application. Ask your sewing partner whether they’ve run the material before, and at what volume. Prototype validation first, volume commitment second.
Working With a Contract Sewing Partner on Chromic Textile Projects
Integrating color-changing or chromic textiles into high-demand sewn goods brings several process, documentation, and supply chain complexities that many standard cut-and-sew suppliers are not equipped to handle.
The selection of your manufacturing partner should focus on proven experience with technical textiles, in-house prototyping capabilities, and a documented quality system that provides traceability suitable for defense, medical, or industrial compliance programs. Specifically, look for:
- Experience working with advanced coated, laminated, or encapsulated fabrics and an understanding of the unique process adjustments needed to maintain their functional properties during production
- Ability to quickly produce production-grade prototypes and verify construction methods for chromic fabrics before committing to full-volume runs
- Fully documented QA workflow supporting batch-level traceability, change control, and regulatory reporting compatible with ISO 13485 quality management frameworks and Berry Amendment requirements, where applicable
- Domestic sourcing channels and compliance documentation for military contracts requiring U.S.-origin materials, with established protocols for reporting and substitutions if specialty chemistries are only available internationally
Fieldtex has manufactured sewn assemblies using technical laminates, coated fabrics, and specialty materials for medical, military, and industrial customers for over 50 years.
If you are evaluating color-changing materials for a sewn product, our engineering team can help you assess construction compatibility, source production-intent material, and develop a prototype prior to committing to full-scale production.
Request a Quote or call 1-800-772-4816.
Frequently Asked Questions About Color-Changing Textiles
Thermochromic fabrics can handle very mild cleaning, such as spot cleaning, but their color-changing performance usually degrades rapidly with machine washing or frequent sterilization. Most medical or EMS soft goods applications rely on limited-wash or single-use deployments. Always verify the cleaning tolerances with supplier data and test them as part of your prototyping phase.
Color-changing fabrics, particularly halochromic and thermochromic panels, can be integrated into medical soft goods as infection indicators or temperature monitors. For assemblies intended to support medical devices, the sewing partner must provide traceability, documentation, and change control protocols sufficient to support regulatory submissions and audit trails.
Thermochromic textiles change color in response to temperature shifts, such as moving above or below a critical threshold, while photochromic textiles shift visible color with exposure to UV or sunlight. Both use molecular reconfiguration, but differ in their environmental trigger and typical durability profile, especially under cleaning or prolonged exposure.
A few chromic textiles—such as thermochromic indicator patches and specific halochromic wound-dressing sensors are validated for real-world use. Most full-fabric color-shifting or electrochromic solutions remain either in pilot-scale or developmental testing, falling short of industrial scale or high-duty cycle requirements. Always request production documentation and run real-world prototypes before committing to chromic soft goods at volume.
Often yes, but with precautions. Surface-applied chromic coatings can be damaged by needle heat, seam stress, or abrasion at stitching zones. A sewing manufacturer with experience in soft goods design and handling technical fabrics can assess the material and adjust construction methods (presser foot selection, stitch density, seam type) to minimize coating damage. Prototype first.